
 13971356933
13971356933
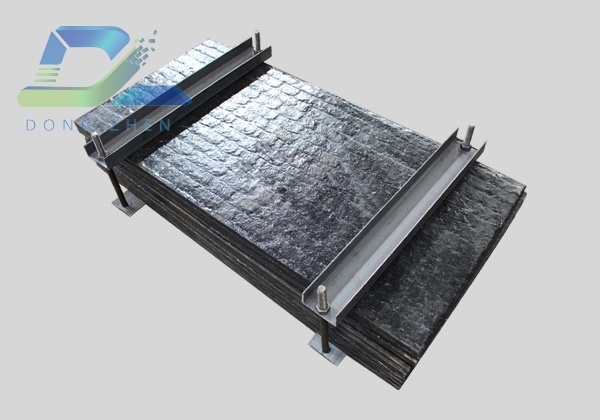
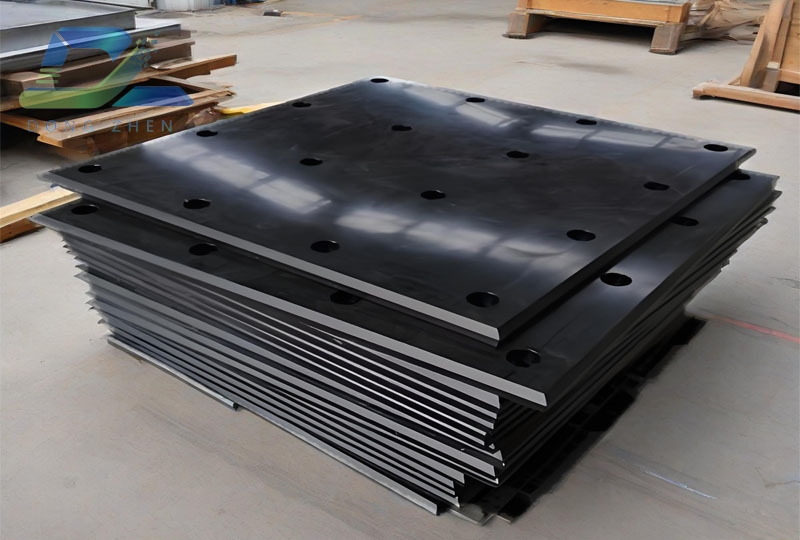
在选粉机叶片长期面临高浓度粉尘冲蚀、颗粒撞击、突发冲击载荷的恶劣工况下,双金属堆焊耐磨板凭借“基板+耐磨层双8mm厚+等离子埋弧堆焊”的核心结构,展现出三大不可替代的优势,从根本上解决叶片易磨损、寿命短、维护频繁的痛点,为选粉机稳定运行提供关键支撑。
一、工艺优势:熔合紧密无裂纹,筑牢叶片长期运行基础
选粉机叶片高速旋转时需承受持续离心力与物料冲击,层间结合稳定性直接决定叶片寿命。双金属堆焊耐磨板通过等离子埋弧堆焊工艺,将8mm厚 Q235/Q345基板与8mm厚耐磨层精准熔合,实现两大关键效果:
熔深均匀、结合力强:层间结合强度远超常规堆焊工艺,避免叶片在运转中出现耐磨层剥离、脱落问题,杜绝因脱落引发的设备内部卡堵故障;
裂纹率大幅降低:相比普通堆焊工艺,裂纹发生率显著下降,有效防止叶片因裂纹扩展导致的突发性断裂,保障选粉机连续作业,减少非计划停机。
二、耐磨优势:高硬硬质相加持,抗磨能力实现翻倍提升
选粉机叶片的核心损耗源于粉尘“切削式”冲蚀与颗粒反复撞击,普通钢板(HRC<30)通常1-3个月即需更换,而双金属堆焊耐磨板通过材质与工艺优化,构建强效耐磨防护:
高硬度耐磨层:选用品牌高铬/碳化钨焊丝精准熔敷,形成Cr₂C₃、WC 等高比例硬质相,表面硬度达 HRC55-62,是普通钢板的2-3倍,能直接抵御粉尘冲蚀对叶片表面的“磨损消耗”;
寿命显著延长:硬质相可强化叶片对大颗粒撞击的耐受度,避免局部凹陷、变形,实际应用中叶片使用寿命延长至6-12个月,维护周期大幅拉长,直接降低更换成本与停机损失。
三、强韧优势:加厚结构平衡硬韧,从容应对冲击载荷
选粉机处理结块物料、大块杂质时,叶片需承受远超常规的突发冲击,若仅硬不韧易断裂,仅韧不硬易磨损。双金属堆焊耐磨板的“双 8mm 加厚结构”实现硬韧平衡:
基板强韧吸能:8mm厚Q235/Q345基板具备优异韧性,能快速吸收冲击能量,防止叶片因突发撞击直接断裂,应对物料结块等意外工况;
耐磨层抗磨护形:8mm厚耐磨层维持高硬度,抵御日常粉尘与颗粒磨损,避免叶片因磨损导致强度下降;
整体刚度提升:加厚结构增强叶片整体刚性,减少高速旋转中的振动变形,降低因振动引发的附加磨损,全方位延长服役周期。
磁性耐磨陶瓷在煤粉管道应用中展现出五大核心优势,全方位适配煤粉输送的严苛工况。
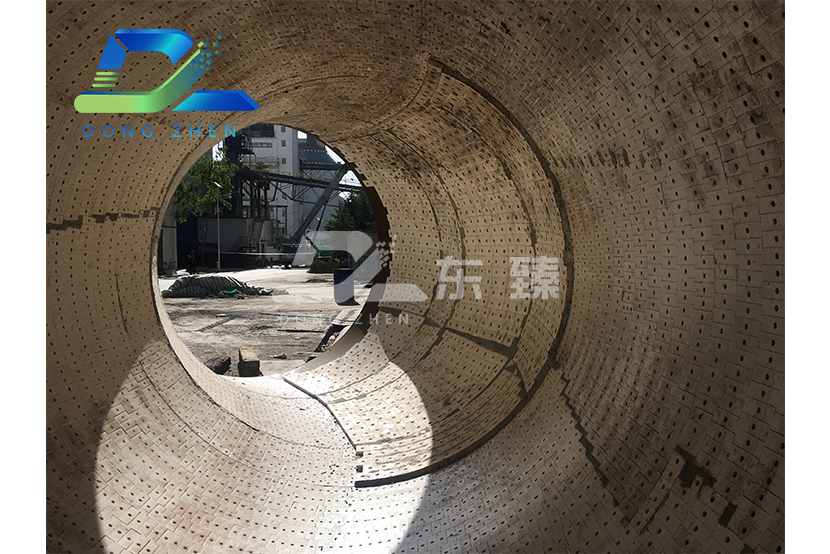
在电力、冶金等以煤粉为燃料的工业领域,煤粉管道作为煤粉输送的核心通道,长期承受高速煤粉气流的冲刷与摩擦,磨损问题成为制约系统稳定运行的关键瓶颈。管道弯头、变径段、阀门接口等部位首当其冲,易形成局部严重磨损。而磁性耐磨陶瓷凭借“自保护、长寿命、轻量化”的核心优势,为煤粉管道耐磨防护提供了革命性解决方案,彻底改变了传统防护方式的局限。
在选粉机叶片长期面临高浓度粉尘冲蚀、颗粒撞击、突发冲击载荷的恶劣工况下,双金属堆焊耐磨板凭借“基板+耐磨层双8mm厚+等离子埋弧堆焊”的核心结构,展现出三大不可替代的优势,从根本上解决叶片易磨损、寿命短、维护频繁的痛点,为选粉机稳定运行提供关键支撑。
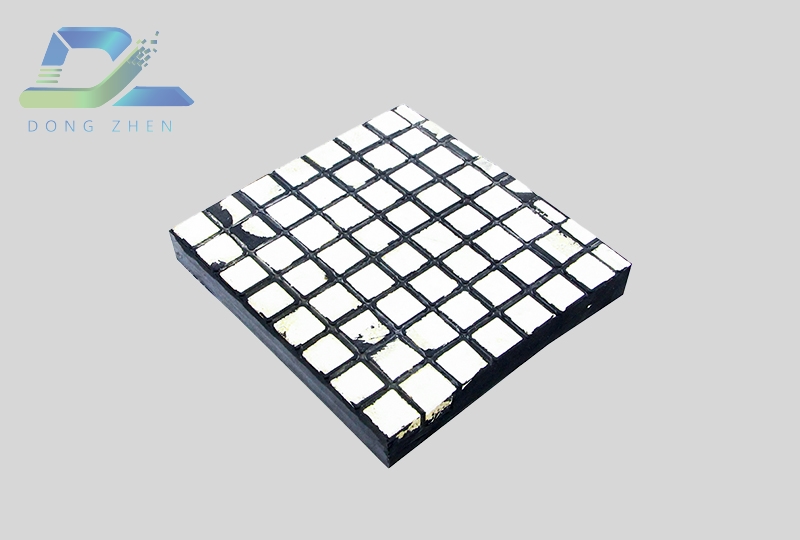
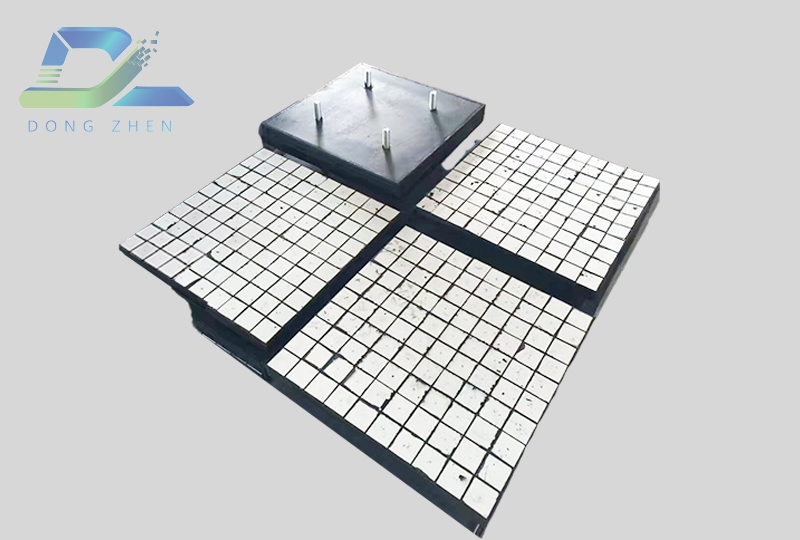
在工业生产体系中,风机作为流体输送与通风散热的核心设备,风机蜗壳作为引导气流、实现能量转换的关键部件,长期面临高速气流裹挟粉尘、颗粒物料的冲刷磨损,以及设备运行时的振动、局部高温等多重考验,极易出现壁面磨损变薄、局部穿孔等故障,不仅缩短设备使用寿命,更可能因蜗壳结构破损导致气流紊乱,引发风机效率骤降、能耗攀升甚至安全事故。而卡槽式耐磨陶瓷的应用,为解决风机蜗壳磨损难题提供了高效、可靠的防护方案。
在电子产业快速发展的当下,电子器件外壳不仅是保护内部精密元件的 “防护盾”,更是产品外观颜值的“门面担当”。然而,在生产、运输或日常使用过程中,电子器件外壳难免会出现裂缝、边角破损、部件脱落等问题。若直接更换外壳,不仅会增加成本,还可能因配件适配问题延误生产或使用;若采用普通胶粘剂修复,又常面临透明度差影响外观、固化慢拖慢进度、粘接强度不足易二次损坏等难题。
在矿山、电力、化工等工业领域的物料输送系统中,管道弯头作为改变物料流向的关键部件,始终面临着最为严峻的磨损考验。矿石、煤块、化工原料等硬性物料在管道内高速流动时,经过弯头处会产生剧烈的冲击和摩擦,短短数月甚至数周就可能导致弯头管壁变薄、出现漏洞,不仅需要频繁停机更换,造成巨大的生产损失,更可能因物料泄漏引发安全事故与环境污染。焊接耐磨陶瓷,以其卓越的性能特性,成为解决管道弯头磨损问题的优质解决方案。

重庆水泥熟料线耐磨陶瓷检修项目1300平方米龟甲网耐磨陶瓷涂料施工,业主单位为东方希望重庆水泥有限公司,数量为5000吨熟料线(1-5#)耐磨陶瓷涂料的检修施工(含材料供货),年度维修项目。要求采用臻牌刚玉质无机聚合物陶瓷复合耐磨涂料,耐温不低于800度,抗磨寿命不低于5年。 重庆新希望水泥厂余热发电管道设备耐磨陶瓷涂料使用无机聚合物陶瓷复合耐磨涂料型号为DZ-GY09L,其耐磨陶瓷涂料是由武汉东臻科技有限公司生产,本产品主要由刚玉、莫来石等耐磨骨料和a-AL2O3超微粉、硅粉组成,同时添加涂料助剂、陶瓷粉末、复合材料粉末、复合硅铝酸盐结合剂等,颗粒紧密堆积,成型快,强度高,三天既可达到设计强度。

水泥厂余热发电管道设备耐磨陶瓷涂料,DZ-GY09L1、DZ-GY09L耐磨陶瓷涂料是由武汉东臻科技有限公司生产,本产品主要由刚玉、莫来石等耐磨骨料和a-AL2O3超微粉、硅粉组成,同时添加涂料助剂、陶瓷粉末、复合材料粉末、复合硅铝酸盐结合剂等,颗粒紧密堆积,成型快,强度高,三天既可达到设计强度。 2、DZ-GY09L耐磨陶瓷涂料是一种无机胶凝材料,由于原料采用特殊的处理方法和严格工艺控制组成,通过一系列的化学反应,使其能在常温下形成极高的强度及硬度,达到陶瓷的结合强度标准,故而称陶瓷耐磨涂料。由于添加了纳米粉末材料以及烧结助剂,使该种高温耐磨涂料具有高温稳定性好,高温失去结晶水不会造成涂料松散以及在较低的温度可以重熔的作用,提高了该耐磨涂料的长期使用的稳定性能。它具有施工方便,维护容易,成本低廉的特点而被广泛采用。 陶瓷耐磨料主要有骨料和超细结合粉两相组合,颗粒紧密堆积,因而没有较大的宏观缺陷,体积密度大,其常温下强度可达150MPa以上。是普通混凝土和耐火浇筑料无法比拟的。原料主要采用离子化合物和部分人工合成共价化合物,根据固体理论,离子键和共价键属强结合键,而结合系统由于采用复合...
我公司与该公司签订V选机出口管道耐磨陶瓷衬板防磨施工合同,在水泥生产线上,有诸多设备和管道内部长期受到物料或高浓度含尘气体的冲刷,我公司采用焊接螺柱的方式安装,同时采用胶水粘接的复合方式,对立磨选粉机出口、磨机出口风管、选粉机、球磨机溜槽、下料斗、各种阀门内腔、闸板等等进行耐磨防护。 根据该V选机出口管道工况,焊接100mm的耐磨陶瓷衬板,可以抵御大块物料冲击冲刷,确保陶瓷不脱落,耐磨寿命至少一年以上。东臻科技的耐磨陶瓷是以95%AL2O3为主要原料,以稀有金属氧化物为熔剂,经过干压成型,经一千七百度高温隧道窑焙烧而成的特种刚玉陶瓷。因此该95瓷耐磨陶瓷具有耐高温、耐酸碱腐蚀、耐磨性能良好的特点。
打通耐磨陶瓷全产业链,质量更稳定,品质更可控













 武汉市东西湖区立方时空商业大厦A栋1622
武汉市东西湖区立方时空商业大厦A栋1622 027-88216656
027-88216656 2009@dongzhentech.cn
2009@dongzhentech.cn